Im Spritzgussverfahren lassen sich Formteile fast aller Art mit vergleichsweise geringem Zeitaufwand in hoher Stückzahl und mit äußerster Präzision herstellen.
Das Spritzgussverfahren (oder auch Spritzgießen) ist eines der am häufigsten eingesetzten formgebenden Verfahren innerhalb der Kunststoffverarbeitung. Der Kunststoff wird dabei in einem Plastifizierzylinder auf Schmelztemperatur erhitzt und mit hohem Druck in das Spritzgießwerkzeug eingespritzt.
Es ist nicht möglich, pauschal für alle Kunststoffe eine Schmelztemperatur zu nennen. Jeder Kunststoff hat andere Eigenschaften. Als Beispiel seien hier nur genannt ABS (Acrylnitril-Butadien-Styrol), das bereits ab 95°C zu schmelzen beginnt und andererseits das bekannte PET (Polyethylenterephthalat) mit einer Schmelztemperatur ab 250°C.
Durch Abkühlung geht der Kunststoff wieder in den festen Zustand über und bildet somit die Form und Struktur der Kavität (auch Nest genannt; der Hohlraum, der mit dem flüssigen Kunststoff befüllt wird und somit die zukünftige Form und Oberflächenstruktur des Formteils bestimmt) ab. Auf diese Weise entstehen Formteile von 0,1 Milligramm bis zu 160 kg. Das Spritzgussverfahren ist in keiner Weise vergleichbar mit additiven (3D-Druck) bzw. subtraktiven (CNC-Bearbeitung) Fertigungsverfahren.
Ablauf eines Zyklus im Spritzgussverfahren:
- Werkzeug schließen
- Einspritzen
- Nachdruck
- Kühlzeit
- Parallel zur Kühlzeit dosieren und Dekompression
- Werkzeug öffnen
- Teil auswerfen
Ein Zyklus dauert, je nach Formteil, grob zwischen 6 und 60 Sekunden. Pauschal lässt sich das nicht definieren. Es kommt immer auf Material und Bauteilgröße/-gewicht an.
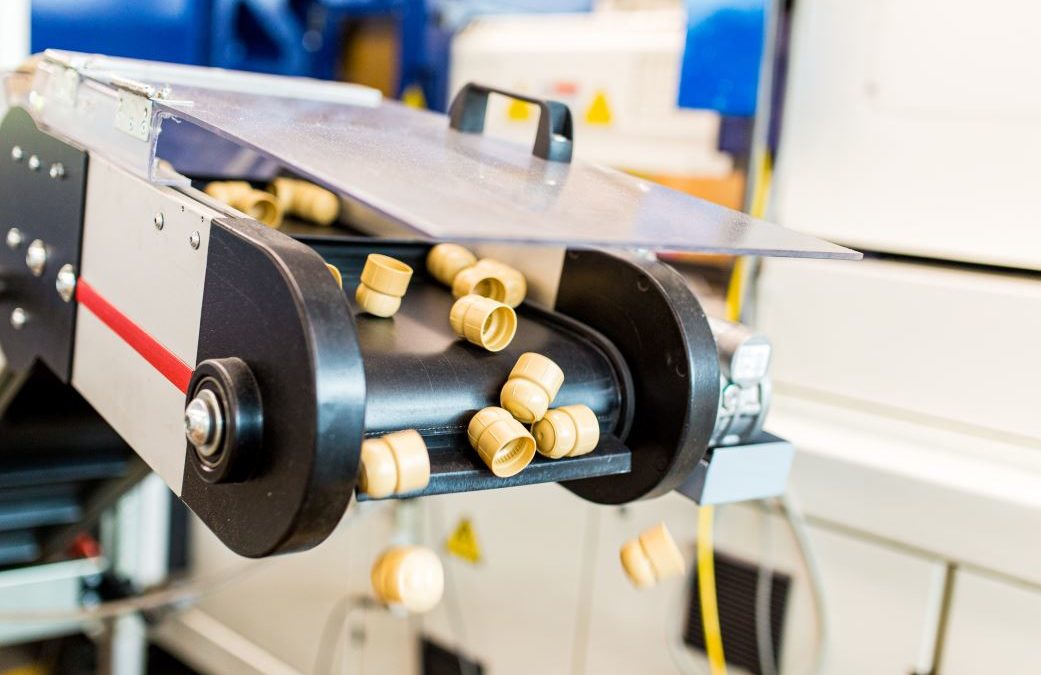
Bei Pfefferkorn in Simmern reicht die Bandbreite von Sektstopfen über Zier- und Überkappen bis hin zu technischen Präzisions-Kunststoffteilen für die Industrie und Medizintechnik. Nicht umsonst ist Pfefferkorn Weltmarkführer für Sektverschlüsse.

Im Spritzgussverfahren lassen sich Formteile fast aller Art mit vergleichsweise geringem Zeitaufwand in hoher Stückzahl und mit äußerster Präzision herstellen. Die Gestaltungsmöglichkeiten der Teile in Form, Struktur, Oberfläche, Muster, Farben usw. sind schier unendlich. Das Spritzgussverfahren ist somit das verbreitetste Verfahren zur Herstellung von Kunststoffteilen in hohen Stückzahlen.
Die Erstellung des Spritzgusswerkzeuges ist der kostenintensivste Part. Eine günstige Alternative zur Herstellung von Kleinserien ist die Verwendung von Stammwerkzeugen, für die nur noch die entsprechenden Formnester hergestellt werden, so dass geringere Kosten anfallen.
Die hohe Präzision der Formteile ist in Kleinserien selbstverständlich ebenfalls gegeben.
Für Großserien werden entsprechend größere Werkzeuge mit einer höheren Anzahl von Kavitäten hergestellt. Allerdings ist die Anzahl der Formnester (Kavitäten) im Werkzeug begrenzt. Zum einen durch die Größe des Werkzeugs und der Kavitäten, zum anderen aber auch durch die Zuführung des flüssigen Kunststoffs, der jedes Formnest gleichmäßig ausfüllen muss. Die Länge der einzelnen Verteilerkanäle ist begrenzt, um die gleichmäßige Füllung der Kavität zu gewährleisten. Je nach Größe des Werkzeugs und der dadurch entstehenden Formteile sind aber 72 und mehr Kavitäten durchaus möglich.
Die Formteile selbst werden in drei Gruppen kategorisiert:
A-Teile: Formteile mit höchsten Anforderungen (Präzisionsteile)
B-Teile: Formteile mit hohen Anforderungen (technische Teile)
C-Teile: Formteile mit geringen Anforderungen (oft geometrisch einfache Formen)
Alle Gruppen werden im Wesentlichen definiert durch ihre Anforderungen und Präzision.
Die „Fertigungsverfahren“ werden in Deutschland eingeteilt in:
Urformen, Umformen, Fügen und Veredeln.
Urformen unterscheidet sich in zwei Verfahren:
Kontinuierliche Herstellverfahren: Kalandrieren, Extrudieren
Diskontinuierliche Herstellverfahren: Spritzgießen, Pressen, Blasformen, Schäumen
Umformen: Tiefziehen, Warmumformen,
Fügen: Schweißen, Kleben, Nieten, Schrauben
Veredeln: Folieren, Beschichten, Drucken, Beflocken, Strahlen
Beim kontinuierlichen Urformen wird bis zum Schließen des Werkzeuges Kunststoffschmelze durch die Düse gepresst. Im Gegensatz dazu wird beim diskontinuierlichen Umformen die benötigte Menge an Kunststoffschmelze in einem Speicherkopf gesammelt und erst mit Erreichen des Füllvolumens in die Form gepresst.
Beim Extrudieren entstehen z.B. Rohre, Profile oder Platten. Dabei wird der Kunststoff in Granulatform zunächst in einen Trichter gefüllt und dort erst aufgeschmolzen, bevor er durch eine Düse gepresst wird.
Durch Kalandrieren werden Folien und dünne Platten hergestellt. Der Kunststoff läuft bei diesem Verfahren durch mehrere Walzen, um in die vorgesehene Form gebracht zu werden.
Das Spritzgussverfahren wird in diesem Artikel ausführlich beschrieben. In Kurzform könnte man sagen, dass der Kunststoff zuerst geschmolzen und dann mit hohem Druck in eine Form gepresst wird. Dort erkaltet der Kunststoff, wird fest und das neu entstandene Formteil kann ausgeworfen werden.
Beim Schäumen entstehen, wie das Wort schon sagt, Schaumstoffe. Der größte Unterschied zu den anderen Verfahrensweisen besteht im zugesetzten Gas, das das Material aufschäumt.
Flaschen z.B. erhalten ihre Form durch das Blasformen, auch Hohlkörperblasen genannt. Dabei wird der Kunststoff in der Kavität durch einen hohen Luftdruck an die Innenwand der Form gepresst und dort gehalten, bis der Kunststoff erkaltet ist.
Als Umformen bezeichnet man ein Verfahren, bei dem Formteile aus festen Rohteilen (keine Schmelze) hergestellt werden.
Die beiden Verfahrensweisen Tiefziehen und Warmumformen fallen unter den Oberbegriff „Thermoformen“.
Tiefziehen heißt, eine Kunststoff-Folie oder –Platte nach Wärmeeinwirkung, die das Material formbar macht, durch Vakuum oder Druckluft in eine neue Form umzuformen.
Das Warmumformen wird in erster Linie für Nacharbeiten wie z.B. Biegen oder Ausbeulen eingesetzt. Auch hier wird das Teil durch Wärmeeinwirkung formbar gemacht.
Beim Fügen werden mehrere Formteile dauerhaft miteinander verbunden. Durch Schweißen, indem ein oder mehrere Formteile stellenweise bis über den Schmelzpunkt erhitzt und durch Druck mit anderen Formteilen verbunden werden. Durch Kleben, indem ein für den jeweiligen Kunststoff geeigneter Klebstoff verwendet wird.
Durch Schrauben, die im erwärmten und damit formbaren Kunststoffteil ein belastbares Gewinde erzeugen.

Veredelungen werden angewandt, um die Oberflächen aufzuwerten, ihre Beständigkeit zu verbessern oder auch um eine Verbesserung der allgemeinen Materialeigenschaften zu erreichen.
Beschichtungen können, neben der optischen Aufwertung des Teils, auch eine abriebfeste bzw. antistatische Wirkung erzielen. Eine Bedruckung hat einen dekorativen und informativen Effekt und ist sehr beständig. Farbvariationen sind möglich. Der Effekt einer Beflockung beschränkt sich ebenfalls nicht nur auf die Optik. Vielmehr kann er isolierend wirken, als Schutz der Oberfläche dienen sowie auch gegen Geräusche und Kondenswasser schützen. Mittels Strahlen wird die Oberfläche mattiert bzw. entspiegelt.
Weitere Veredelungsformen sind z.B. die Metallisierung/Galvanisierung, bei der Metallpigmente auf die Oberflächen aufgebracht werden. Eine Lackierung, die mehrfarbig möglich ist (sogar Effektlacke können eingesetzt werden), oder auch die Laserbeschriftung.
Spritzgießmaschinen
Spritzgießmaschinen bestehen im Wesentlichen aus vier Bestandteilen:
– Die Plastifiziereinheit, bestehend aus Einfülltrichter für das Granulat, Schnecke, Zylinder und Düse
– Die Schließeinheit, die das Formwerkzeug schließt, öffnet und das fertige Formteil auswirft
– Das Maschinenbett
– Der Schaltschrank

Vollautomatisierte Prozesse und die hohe Reproduktionsgenauigkeit machen das Spritzgussverfahren heutzutage unverzichtbar. Durch den Einsatz von Thermoplasten, Duroplasten und Elastomeren können fast alle Bereiche abgedeckt werden.
Das Spritzgussverfahren bietet Lösungen für fast jeden Bereich:
- Herstellung von qualitativ hochwertigen und identischen Kunststoffteilen z.B. aus Polyamiden, Polystyrol, Polyoxymethylenen und vielen mehr
- Herstellung großer Stückzahlen zu günstigen Produktionskosten
- zahlreiche Möglichkeiten betreffend Oberfläche und Form
- hohes Maß an Genauigkeit
- Chemikalienbeständigkeit
- Umspritzung von Einlegeteilen
- Weiterbearbeitung z.B. durch Veredlung wie Gravur, Bedruckung, Folieren
- Konstant hohe Qualität und Zuverlässigkeit
- besonders geeignet für hygienesensible Bereiche wie Labor- und Medizintechnik oder in der Produktsicherheit (z.B. mit Originalitätsverschlüssen, Kindersicherheitsverschlüssen)

Umspritzen von Einlegeteilen
Beim Umspritzen von Einlegeteilen handelt es sich um ein besonderes Verfahren des Spritzgießens, bei dem spezielle Einlegeteile vom Kunststoff umschlossen werden. Auf diese Weise werden äußerst komplexe Bauteile in einem Fertigungsschritt hergestellt, auch Hybridbauteile genannt. Wichtig ist dabei eine ausreichend dichte Verbindung zwischen dem Einlegeteil und dem Kunststoff, um z.B. das Eindringen von Feuchtigkeit oder auch Verschmutzungen zu verhindern. Je nach Material ist dies nur durch mehrstufiges Umspritzen oder die Verwendung von Haftvermittlern zu erreichen.
Ein mehrstufiges Umspritzen wird z.B. eingesetzt, wenn mehrere Einlegeteile verarbeitet werden müssen. Hier werden im ersten Spritzgang zunächst die Einlegeteile pro Formteil miteinander verbunden, anschließend erfolgt das endgültige Umspritzen des Teils.
Haftvermittler stellen eine chemische Bindung zwischen Kunststoff und dem Fremdmaterial des Einlegeteils dar, um so den Widerstand gegen äußere Einflüsse zu erhöhen. In der Kunststoffverarbeitung handelt es sich dabei meist um modifizierte Polyolefine. In den 1960er Jahren wurden zur Modifikation in erster Linie Chlor und Maleinsäureanhydrid verwendet (Chlorierte Polyolefine CPO), seit den 1990er Jahren wird das Chlor auch durch Acryl ersetzt (APOs). Die gewünschte Reaktion entsteht durch das Maleinsäureanhydrid.
Kunststoffe für das Spritzgussverfahren
Als Kunststoffe bezeichnet man Materialien, die zum großen Teil aus Makromolekülen bestehen. Ihre wichtigsten Eigenschaften sind Formbarkeit, Widerstandskraft gegen äußere Einflüsse (Härte, Elastizität, Bruchfestigkeit) sowie Beständigkeit (Temperatur-, Wärmeform- und chemische Beständigkeit) und die hohe Dimensionsstabilität auch bei wechselnden Temperaturen und Umgebungsbedingungen. Unter Beachtung ihrer physikalischen Eigenschaften teilt man Kunststoffe in drei große Gruppen ein: Thermoplaste, Duroplaste und Elastomere.
Zur Verarbeitung im Spritzgussverfahren werden Kunststoffgranulate eingesetzt (siehe Foto).

Thermoplaste
Thermoplaste sind Kunststoffe, die sich durch Erhitzen verflüssigen und durch Abkühlung in einer Spritzgießform zu einem Formteil gestalten lassen. Dieser Vorgang kann beliebig oft wiederholt werden, sofern nicht durch eine Überhitzung die thermische Zersetzung des Materials eintritt. Diese Reversibilität ist das größte Unterscheidungsmerkmal zu Duroplasten und Elastomeren. Ein weiterer Unterschied ist die mechanische Bearbeitung von Thermoplasten.
Thermoplaste bestehen aus linearen Kohlenstoffketten, die nur durch schwache physikalische Bindungen miteinander verbunden sind. Sie werden hauptsächlich im Spritzgießverfahren eingesetzt und daher auch als Spritzmasse bezeichnet.
Der erste bekannte Thermoplast ist Zelluloid. Heute werden jedoch am häufigsten Polyolefine wie Polyethylen (PE) and Polypropylen (PP) eingesetzt. Polypropylen wird aufgrund seiner ausgesprochen guten chemischen Beständigkeit am häufigsten eingesetzt, ist allerdings nicht für mechanische Anwendungen geeignet. Polyethylen dagegen ist ein leichter, wetterfester Kunststoff mit guter Schlagfestigkeit.
Weitere Vertreter der Thermoplaste sind z.B. Polyamide (PA), Polylactat (PLA), Polymethylmethacrylat (PMMA), Polycarbonat (PC), Polyethylenterephthalat (PET), Polystryrol (PS), Polyetheretherketon (PEEK) und Polyvinylchlorid (PVC).
Hochleistungspolymere
Hochleistungspolymere werden als eigene Untergruppe bei den Thermoplasten geführt. Sie unterscheiden sich von diesen in erster Linie durch ihre Temperatur- und Chemikalienbeständigkeit, aber auch durch verschiedene mechanische Eigenschaften. Durch die hohe Temperaturbeständigkeit genügen Hochleistungspolymere höheren Ansprüchen als Standardpolymere, dies erschwert allerdings auch ihre Verarbeitung. Ihre Dauergebrauchstemperatur liegt höher zwischen 250°C und ca. 370°C. Haupteinsatzgebiet der Hochleistungspolymere ist in der Automobil- und Luftfahrtindustrie.
Tribologisch optimierte Kunststoffe (Polymere)
Polymere werden speziell in der Gleitlagertechnik gerne eingesetzt. Durch ihr außergewöhnlich gutes Verschleißverhalten bleiben die Gleitlager schmiermittel- und wartungsfrei.
Unter Tribologie versteht man die auf Reibung und Verschleiß optimierten Kunststoffe.
Duroplaste
Duroplaste sind Kunststoffe, die sich nach einer erfolgten Umformung nicht mehr aufschmelzen und verformen lassen. Grund dafür sind die engmaschig vernetzten Polymere. Eine mechanische Bearbeitung ist möglich. Der Vorteil von Duroplasten liegt in ihrer Festigkeit und damit des im Vergleich zu Metall geringen Gewichts. Im Gegensatz zu den Thermoplasten weisen Duroplaste eine höhere Steifigkeit und Härte auf und lassen sich unter Last und Wärme kaum verformen, sind allerdings schlagempfindlicher. Die Verarbeitung von Duroplasten erfolgt bei Temperaturen zwischen 130 und 250°C.
Elastomere
Elastomere sind Kunststoffe, die sich bei Zug- oder Druckeinwirkung verformen, danach aber wieder in ihre ursprüngliche Gestalt zurückfinden. Grund dafür sind sehr lange, zu einem Knäuel verwobene Kettenmoleküle, deren Elemente gegeneinander drehbar sind.
Additive
Alle Kunststoffe können durch Zugabe von Additiven (Zuschlagstoffen) in ihren Eigenschaften beeinflusst werden. Sei es die chemische Beständigkeit oder die mechanischen Eigenschaften. Haupteinsatz ist allerdings die Farbgebung. Die entsprechenden Additive können entweder fertig bezogen (Compounds) oder auch selbst zusammengestellt werden.
Wichtig ist auf jeden Fall das richtige Dosieren der verschiedenen Komponenten. Für Kleinserien oder Prototypen ist die Materialaufbereitung vor Ort empfehlenswert, durch Beimischung der einzelnen Komponenten per Hand. Hier ist aber absolute Genauigkeit und Beachtung der Rezeptur erforderlich. Einfacher ist die automatisierte Aufbereitung direkt auf der Maschine. Dabei gibt ein Dosiersystem das Additiv in das Hauptmaterial ab. Dosiersysteme unterscheiden sich nach volumetrischen und gravimetrischen Systemen. Bei den volumetrischen Dosiersystemen wird eine Additivmenge vorgegeben, die das System zuverlässig zum Material hinzugibt. Dazu wird vor Beginn des Verfahrens festgelegt, welche Menge des Additivs in einem genau definierten Zeitraum dosiert werden muss.
Im Gegenzug dazu misst ein gravimetrisches Dosiersystem durch Wiegezellen das Material selbst und erkennt dabei auch eventuelle Abweichungen der Schüttdichte. Durch einen Soll-/Ist-Vergleich erfolgt die richtige Dosierung automatisch.
Umweltverträgliche Alternativen im Spritzgussverfahren
Als Regranulate werden aus Produktionsabfällen recycelte Kunststoffe bezeichnet. Rezyklate hingegen werden aus Kunststoffabfällen gewonnen, die durch den Endverbraucher entstanden sind. Schwieriger wird die Unterscheidung zwischen „biobasierten“ und „biologisch abbaubaren“ Kunststoffen. „Biobasiert“ bedeutet, dass dieser Kunststoff bereits aus Biomasse hergestellt wurde (z.B. aus Holz gewonnenem Lignin, Stärke aus Kartoffeln oder Mais sowie Öle aus Sonnenblumen oder Raps). Ein „biologisch abbaubarerer“ Kunststoff hingegen wird durch biologische Aktivität zersetzt und hinterlässt nur CO2 und Wasser. Zu beachten ist, dass biobasierte Kunststoff nicht zwingend biologisch abbaubar sind und im Umkehrschluss biologisch abbaubare Kunststoffe nicht zwingend biobasiert hergestellt wurden.
Für alle Kunststoffe gilt aber auch, die Feuchte des Materials genauestens zu beachten, um Probleme bei der Produktqualität zu vermeiden.
Wir unterscheiden dabei zwischen hygroskopischen und nicht-hygroskopischen Kunststoffen. Hygroskopische Kunststoffe nehmen Wasser bis in ihren Kern auf, man spricht von Kernfeuchte. An nicht-hygroskopischen Kunststoffen kann sich das Wasser lediglich an der Oberfläche ablagern.
Fehler durch den Einsatz von zu feuchtem Material müssen nicht zwingend mit bloßem Auge erkennbar sein. Die Mängel zeigen sich z.B. in einer geringeren Festigkeit, die erst im Einsatz des fertigen Formteils zu Tage tritt und zu Reklamationen führen kann.
Es gilt daher, die Trocknungsempfehlungen des Rohstoffherstellers zu befolgen.
Kurz noch ein paar Worte zur Geschichte des Spritzgussverfahrens
Abschließend noch einige wenige Worte zur Geschichte:
„Spritzguss“ war bereits um 1850 herum bekannt – und zwar in der Schriftsetzerei als Herstellungsverfahren für Schrifttypen aus Metall. Der Kunststoff-Spritzguss wurde erst 1870 erfunden.
1872 patentierte John Wesley Hyatt (* 1837 in Starkey, USA; 1920 in Short Hills, USA) die erste Spritzgussmaschine. Mittels einer Druckkolbenspitze leitete sie Kunststoff durch einen beheizten Zylinder in eine Form. Er produzierte damit in erster Linie Knöpfe, Kämme und Halsketten.
Ausschlaggebend dafür war die Verknappung von Elfenbein seit 1868. Die Produktion von Billardkugeln, die bis dahin aus Elfenbein gefertigt wurden, konnte daher die Nachfrage nicht mehr befriedigen. Der Billardkugelhersteller Phelan & Collander bot daraufhin 10.000 Dollar für denjenigen, der einen vergleichbaren Ersatz für Elfenbein entwickelte.
Hyatt, eigentlich Drucker von Beruf, entdeckte innerhalb seiner Experimente das Zelluloid – hergestellt aus Nitrozellulose und Kampfer. 1914 wurde ihm dafür die Perkin Gold Medal verliehen.
1927 wurde in Deutschland durch die Firma Eckert & Ziegler eine Niederdruckspritzgießmaschine patentiert, die durch Drehen einer Doppelschnecke das Material in die Form transportierte. Die eigentliche Revolution fand aber erst Mitte der 1950er Jahre statt, als die Erfindung der Kolbenschraube die Probleme der ungleichmäßigen Erwärmung des Kunststoffs löste.
2020 wurden in der deutschen kunststoffverarbeitenden Industrie rund 61,5 Milliarden € umgesetzt.